

�������ƣ��ӱ�������е����˾
��ϵ�ˣ�л������С�㣩
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺3622313939@qq.com
��ϵ��ַ���ӱ�ʡ��ͷ�н������»���·
�ʱࣺ061000
��ϵ��ʱ����˵�������ܰ������Ͽ����ģ�лл��
T�Ͳ�����ƽ̨������о��ƽ�������γɹ����еĹؼ�����֮һ����������������������ɱ�������Ч�ʡ��Ͷ�ǿ�Ⱥͻ�����Ⱦ�ȸ����涼��ʮ����Ҫ��Ӱ�졣
1��T�Ͳ�����ƽ̨ճ��ɰʪɰ������
���������ʵ�����������гɱ��͡���ȾС��Ч�ʸߡ������õ��ŵ����ѹ���������ͺ;�ѹ���͵ȸ߶Ȼ�е�����Զ��������ܶ�ʪ�������գ�����Ϊ�ҹ�����С�С��������������Ҫ��չ���ơ�
2����֬ɰ������о����
ͨ������������Ⱦ��ճ��á���������֮���Ļ��������豸���㷺Ӧ�úͷ�չ��֬��Ӳɰ����о����Ӳ���ա���о�з������ͣ�о��������֬�������յIJ�Ʒ����ƽ�壬�������䣬���ȡ�
3��T�Ͳ�����ƽ̨ˮ����ɰ������о����
ˮ�����ľ����������������ճ�����ܣ���������ˮ����ɰ��ɰ���ù��ռ��豸����һ���ƹ���Ӳ��ˮ����ɰ���д�������ƽ���ϵ�Ӧ�á�
4������Ϳ�ϣ�����ͼ�ǿת��Ϳ�ϡ�����Ͻ�Ϳ�ϵ�Ӧ������ͻ�������ƽ̨�ľ��ȱ�������ƽ̨Ҫ�е�ƽ��ȣ�Ҫ���е�ƽ��Ⱦ߱�һ���¼���������
һ��T�Ͳ�����ƽ̨���Ҫ����Ҫ����ƽ̨�Ϲ������ȣ���Χ��Ⱥ߶ȣ��Լ�������ĺ�ȡ��߶Ⱥ��ܶȡ�
��������Ҫ��ǿ������HT200-300,Ӳ��:HB170-240��
�����˹��˻��ڻػ�Ҥ����600-700�ȸ����˻�ʱЧ������
�ġ�T�Ͳ�����ƽ̨��ȻʱЧ���������Ӧ����2-3����ȻʱЧ�����ڴ˹���ʱ��̫������ҵ���ʽ�Ӱ���Ѳ����ܵȴ���ô��ʱ�䣬���Լ�����ͨ����ʱЧ���档��Ȼ���ֹ��յ�Ч����δ��ȷ�����������ձ�ʹ�á�
�塢ɳ�������ף�0����1��ƽ̨��������������ɳ�ۣ�2����3����������ƽ̨ͬ���ʹ����������ɳ�ۡ�ע�⣺�����ĵ�Ӳ��Ҫ����ƽ̨������Ӳ�ȡ�
����T�Ͳ�����ƽ̨���ι��գ��˹�����������ƽ̨�ӹ�����������Ҫ�Ĺ��գ�������������ƽ̨��ƽ�������С���Լ�������ĿɽӴ�������0����ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����25�㣻1��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����20�㣻2��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����16�㣻3��ƽ��ƽ̨��ÿ��Ϊ25�Lƽ���ķ�Χ�ڲ�����12�㡣������ɺ�ƽ̨�ĸ�����ۡ�
�ߡ���ɰ��Ϳ�ƽ̨������ɰҪ���ɾ�����Ϳ��ɫ�����ᡣ����Ҫƽ������Ϳ�ᣬһ��Ϳ��������ᡣ
�ˡ�����ƽ̨��װҪ����Ҫ��ľ�ʰ�װ������ѡ�ú���ľ�ĸ���ƽ̨�Ϲ����棬ʱ��ȫ��հ�װ����װǰƽ̨����������ʩҪ���á�
�š�T�Ͳ�����ƽ̨����Ҫ����
 ƽ̨װ������Ƿ������գ���������Ҫ��ʵ��������ƽ̨��Ҫ���Ź������⼷ѹ���Ρ�
ƽ̨װ������Ƿ������գ���������Ҫ��ʵ��������ƽ̨��Ҫ���Ź������⼷ѹ���Ρ�
ʮ�����ѡ����Ҫ��֧��ѡ��֧���ò�Ϊ�ں�1.5-2mm�ķ��ֺͽ����������ܶȺͽṹҪ������������˨Ҫ��תͨ����
T�Ͳ�����ƽ̨��߲���ֵʹ�����͵ķ�����������ȷֵ����������ʹ�õIJ��������뼼����������һЩ���Ĺ����У���һЩϸ����Ҫע��ġ�
��Ӧ��T�Ͳ�����ƽ̨���в�ֱ�Ӽ����豸�ܼ����ܹ�����ܶ���ͨ��״������Ҫ�������ſ��Խ�������飬���м�⾫��Ҫ��ܸߵ�����̸һ̸���ʹ����С�İ취��
T�Ͳ�ƽ̨֮ǰ������Ҫ���Űѱ������Ҫ���Ըɾ���������ü�������빤�ߡ�����˵���ڱ���ˮƽλ�õ�ʱ���õ�ˮƽ�������е��ԣ�������һ����������������ʱ���¶Ȳ��Ǻ��£�����ƫ��Ƚϴ��Ǿ�Ҫ�ȵ��¶���Դﵽ���µ�ʱ����ȥ��⡣�����Ǽ�������ʱ��Ҫ�����ܵؼ��ٻ������Ϊ�ļ��������һ���棬�����ڼ���ʱ��Ҫע�������ʽ�ͼ��������ѡ����һ�������ijһ���ߴ�ļ�����кܶ���ģ����Ǿ���ѡ�ü��С����ȸߵķ�ʽ��http://www.chinaweiyue.com/
С�����һ���ܽᣬT�Ͳ�����ƽ̨��Ҫ�ٳ�������������ɣ���Ҫ��Ϊ��������������ƽ̨����װ����ƽ̨�У���ע��IJ�������֮ǰ��Ŭ����֮������������е������ʾ�������ʾ���Ǹ�����������е�ģ�ͬʱҲ�����Ѻ�������ƽ̨ҵͬ���ǵġ�
-
���600��1/1.8Ӣ��35m

-
���600��1/1.8Ӣ��35m

-
���600��1/1.8Ӣ��25m

-
���600��1/1.8Ӣ��25m

-
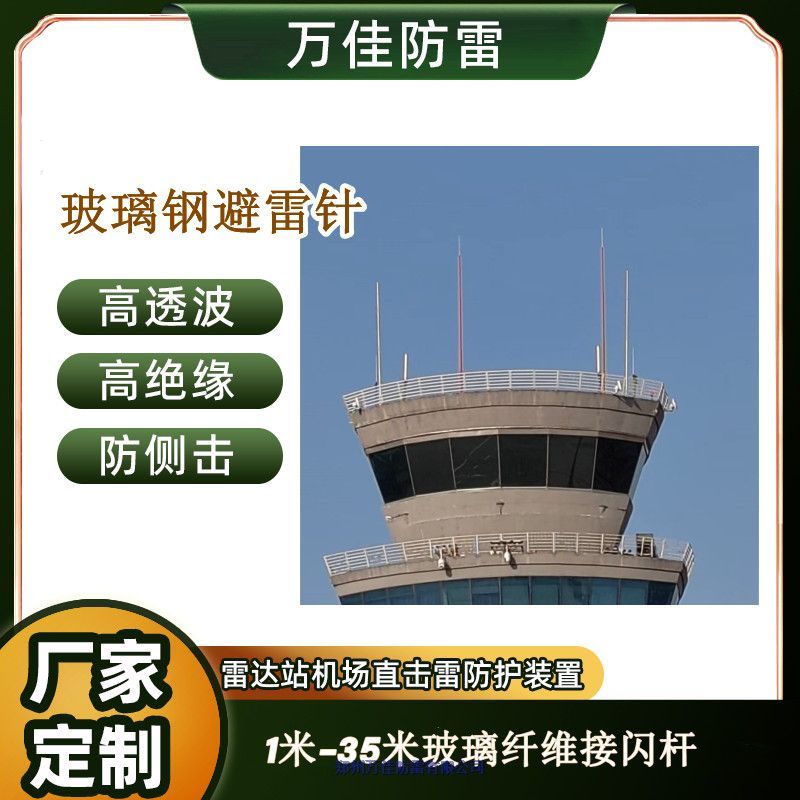
Ӧ���ƶ��״��������룬17���͵�
-
��ͨѶվ�����룬35��ǿ�Ͳ�

-
����ѹ���״��������룬13����
-
���ײ��״�վ�����룬15�����

-
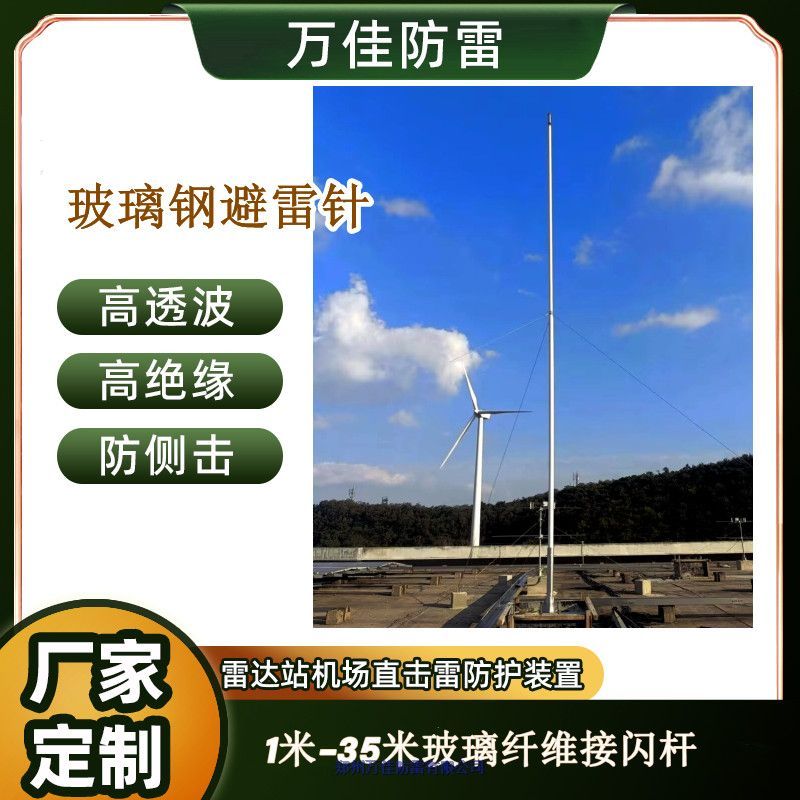
����״���ر����룬10�����ʲ�
-
�������״�վ�����ֱ����룬22��

-
��վ�״�վ�����룬35��ǿ�Ͳ�

-
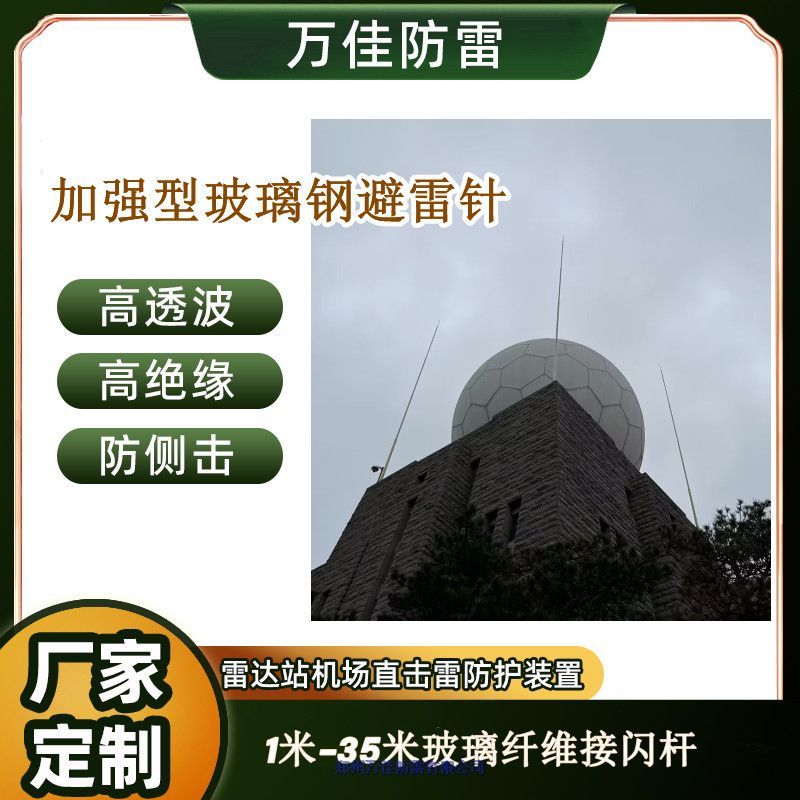
?�����״��������룬5�������Ͳ�

-
�������״�վ�����룬15����

-
�������״�վ�����룬32�߿�
-
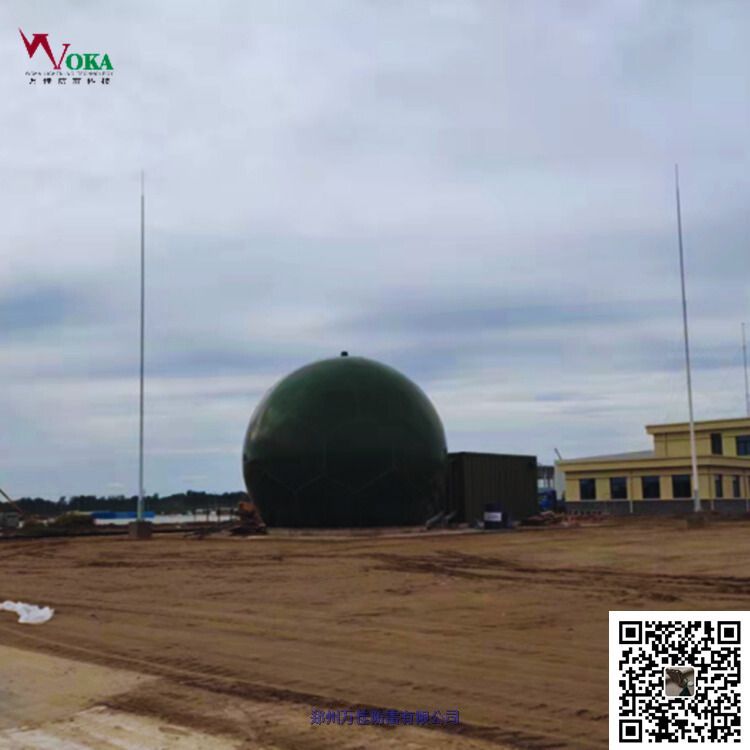
�����״��������룬35��ǿ�Ͳ�

-
���600��1/1.8Ӣ��35m
-
���600��1/1.8Ӣ��35m
-
���600��1/1.8Ӣ��25m
-
���600��1/1.8Ӣ��25m
-
Ӧ���ƶ��״��������룬17���͵�
-
��ͨѶվ�����룬35��ǿ�Ͳ�
-
����ѹ���״��������룬13����
-
���ײ��״�վ�����룬15�����
-
����״���ر����룬10�����ʲ�
-
�������״�վ�����ֱ����룬22��
-
��վ�״�վ�����룬35��ǿ�Ͳ�
-
?�����״��������룬5�������Ͳ�
-
�������״�վ�����룬15����
-
�������״�վ�����룬32�߿�
-
�����״��������룬35��ǿ�Ͳ�