商铺名称:精源电子有限公司
联系人:黄华(先生)
联系手机:
固定电话:
企业邮箱:315728752@qq.com
联系地址:广州市高新产业开发区科学城开源大道188号
邮编:510730
联系我时,请说是在智能安防网上看到的,谢谢!
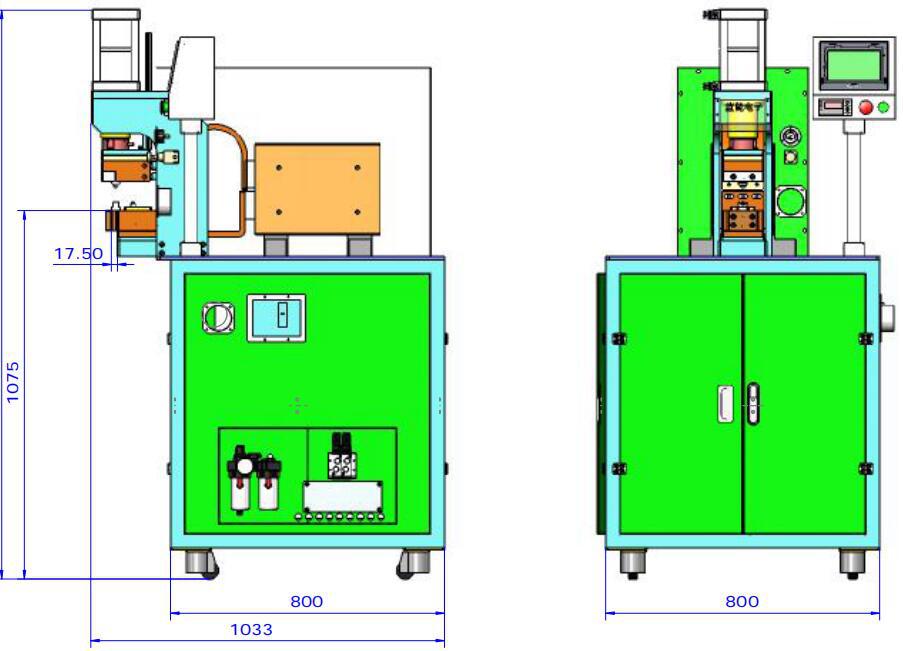
一、设备图

(照片仅供参考,具体以实物为准)
二、公司简介
广州市精源电子设备有限公司是专业从事精密电源、精密焊接设备研发和上次的高新技术企业。成立于2006年,成立十余年来,秉承技术先导、品质第一、稳健发展的经营理念。勤奋进取、持续创新,由创业期过渡到稳定经营期。公司具有一支以留德博士为核心,多位博士、硕士组成的创新研发团队,自主研发,精心打造精密逆变电阻点焊、热压焊、缝焊、微弧焊等设备,并且产品的品质和性能在不断优化,在国内外知名企业广泛应用。并于2016年建成自主的研发与生产基地,公司迈入新的发展时期。
主要荣誉:
国家级高新技术企业;
广东省焊接学会理事单位;
拥有国家发明专利十余件;
掌握金属精密连接核心技术,荣获广东省高新技术产品认定多项;
逾三十年电阻焊设备研发经验,总工程师任全国压力焊委员会副主任。
品质保证:
产品通过国家3c认证和欧盟ce认证。
三、电源图片和基本技术参数表

(图片仅供参考,具体以实物为准)
设备主要包括:焊接电源、焊接机头、电极等,上图末连接气管及电缆。电源为分体式机型(控制器+变压器),采用低噪声散热风扇,液晶显示,使用脚踏开关焊接。
JYD-40AL/AT基本技术参数表
|
型 号 |
JYD-40AL/AT |
|
额定功率/Rated capacity(V) |
150 |
|
负载持续率/Duty cycle(%) |
10 |
|
输入电压/Line voltage(V) |
3*380 |
|
最大输出电流Max.output current(A) |
40000 |
|
逆变频率/Inverting frequency(kHz) |
2 |
|
焊接循环时段/Process stage |
11 |
|
焊接脉冲数/Welding pulses |
3 |
|
电流缓升缓降/Upslope and downslope |
Yes |
|
存储焊接规范数/Schedules |
20 |
|
冷却方式/Cooling system |
Water-cooled、air-cooled |
|
外形尺寸/Dimensions(mm) |
7300*210*510(Controller)/ 351*270*283(transformer) |
|
重量/Weighe(kg) |
51.5/57.5 |
五.焊接机头及参数
六、整体模型图
七、焊接电源介绍说明
焊接电源采用本公司自主研发生产的JYD系列液晶显示逆变电阻焊电源。
JYD液晶显示系列逆变式电阻焊电源的原理:
JYD系列逆变直流电阻焊接电源是采用IBGT逆变技术、微控技术和现代电力电子技术开发的新型电源。由于采用AC-DC-AC-DC的变换技术,时间控制达毫秒级精度、控制响应和控制精度比老式交流、电容焊机大大提高,且直流输出使焊接工艺性显著改善。逆变技术还使设备具有小型、稳定、节能、高效等一系列优点。微控制器(MCU)与电子技术的采用是该设备具有现代设备的优秀功能,包括数字控制、监控、故障诊断与保护、数据传输等。
JYD液晶显示系列逆变式电阻焊电源的特点:
1)直流输出。焊接电流为脉动直流(且波纹度小),无交流过零不连续加热工件的缺点,热量集中,提高了焊接热效率,对有色金属材料和一些难焊材料的焊接特别适合,焊接过程稳定、焊接质量显著提高。同时,电极寿命获得延长。
2)由微控制器(MCU)控制,具有电流、电压、功率监控功能。
3)逆变桥采用软开关技术,减小开关损耗,减小电磁干扰。
4)具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能。
5)逆变桥电流失常自动关断,增强系统保护。
6)三段加热设定,带电流缓升缓降功能,时间宽范围设定(每段加热时间0-1s),适用复杂焊接过程需要。
7)20组参数储存,方便多种焊接品种使用。
8)240x128 LCD显示,同时显示多种内容。
9)较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口(选配),便于自动焊使用。
10)数据存储采用EEPROM,无电池寿命问题。
11)响应速度快。由于采用了较高的逆变频率(2kHz)。通电时间控制周期为1ms,比通常交流焊机的20ms提高20倍,控制精度明显提高。与电容储能焊机相比,无需充放电,可控性明显增强,特别适合于精密件的焊接和高质量、高精度、高速度焊接。
八、工作步骤及其原理与设备操作流程
1、工作步骤及其原理:
1)、施加压力,通过第一段产生的电阻热将漆包线的漆皮升华;
2)、漆皮升华后,进一步加热,为铜线之间的熔接提供条件;
3)、最后,进一步的加热,在压力的作用下洁净后的铜线互相热量传递扩散,在熔化-冷却结晶的过程中产生结合力,不仅仅使铜线连接在一起,铜线还和端子也连接在一起。
4)、在通电断开后,设备会有个保压过程,既可以避免铜线连接松开,使金属间熔合更好强度更大,也可以阻止晶粒生长。
5)、通过此种焊接方法形成的连接,基本不伤铜线,焊接牢固,抗拉强度大,并且实现几乎“零电阻”,具有极高的电机性能。
2、设备操作流程:
1)、工作人员将产品与治具推至焊接工作平台内;
2)、作业员将电机上所需焊接的端子位置对准至下电极焊接区域;
3)、脚踩下“脚踏开关”――上电极下压到位、压紧产品――电源放电(三段)――焊接――焊接完成上电极自动复位――切换焊接点位循环作业――推出产品回归产线――重复作业。
本公司的设备可以保存20组参数,在焊接不同规格的产品时,只需通过操作界面调出对应的参数。
九、使用注意事项
1、安全注意事项
1)、不要触摸插座的连接端子。
2)、必须保证机器正确接地,避免应设备意外造成触电。
3)、注意手的位置,不要靠近电极圆柱体范围内,因为125气缸机头下压压力极大,避免压伤手。
4)、焊接完成后短时间内不要触碰端子附近,避免烫伤。
5)、注意电极状态,电极槽发现裂缝时停止工作,更换或重新加工电极后再继续。
2、使用前注意事项
1)、确保配置完整性(电源为3相380V)。
2)、确保正确连接。
3)、设定合适的工艺参数。
3、使用环境注意事项
1)、避免在高温、高湿度和振动冲击的场合使用。
2)、避免金属粉尘和焊接飞溅进入机箱内。
3)、不要在含腐蚀性气体或药物环境中保存与使用。
4)、避免在高频源附近使用。