 | |
| TF20进口钨钢板 | |

产品价格:800.00 元(人民币)
上架日期:2015年12月11日
产地:日本富士
发货地:东莞 (发货期:当天内发货)
供应数量:不限
最少起订:1公斤
浏览量:43
![]() 暂无相关下载
暂无相关下载
其他资料下载:

香港東業大拓投資集團有限公司



| 当前位置:首页 >> 产品展示 >> 冶金/钢材/金属材料 >> 钨钢 >>TF20进口钨钢板 |
|
| 产品价格:800.00 元(人民币)
上架日期:2015年12月11日 |
香港東業大拓投資集團有限公司
|
||||
|
| |||||||
|
| |||||||
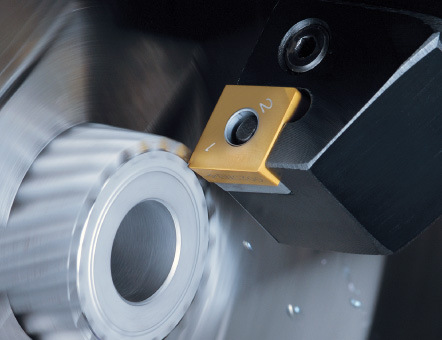
绝大部分的应用需求。由住友硬质合金加工成的耐磨部件提高了众多产业领域的生产力,仅举几例,即有金属切 削、采矿、矿物和土木工程、农业、食品加工和纺织业。尽管这些行业各不相同,但都有一个共通点:对抗冲击 、耐腐蚀和抗磨损性能的迫切需要。这就是他们使用住友生产的硬质合金耐磨部件的原因。XF1 AF1 AF0 AFU A1 KD20 KH12 KH03 KH05 A1 H1 F0 F1 D2 GR30 G1 G2 G5 G6 G7 G8 EH10 ZF16这些材质很大程度
上都能克服变形,冲击,重载,高压,腐蚀和高温等严酷条件。 超超微粒合金「AF1 XF1」 比以往材质更加微细化,兼具高韧性、高硬度,实现了优异刃立性的世界最高水平的材质。 超微粒合金「A1」 超微粒合金A1是耐磨损性韧性高、通用性优异的畅销材质。 微粒合金「H1」 用于加工非铁金属,是值得信赖的材质。 一般硬质合金「EH10」 在铸铁和难削材的一般加工应用中得到很高评价的材质。是最适用于钻头、绞刀用的合金。 「KH系列」 KH03具有可与A1匹敌的强度(抗折力)和硬度,而且耐崩口性与超微粒材质相比有了大幅的改善。 KH05硬质合金的粘结剂量高于KH03,提高了强度(抗折力)、耐崩口性的材质。
超微粒用超硬质合金: 在IGETALLOY丰富的材质种类中适用于模具材料的「硬质板材」和适用于钻头绞刀材料的「硬质棒材」实现了库 存化。 硬质合金「IGETALLOY」,拥有长期实绩和适用各种用途品种丰富的材质系列,因其优异的性能深受广大用户青 睐。
图片展示:
硬质合金的组成与应用前景:
硬相碳化钨(WC)与粘结相钴(Co)组成了基本的硬质合金结构,并以此基础开发了其它类别的硬质合金。除 了纯碳化钨-钴组成——还包括了碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)等按不同比例组合而成的硬 质合金。
日本住友钨钢优势:
在很大范围内,硬质合金兼具良好的硬度和韧性,因此其成为适用性最广的硬质材料,广泛应用于工程和工具 产品。 硬质合金拥有极高的硬度和耐压强度,且具有绝佳的耐磨性和可靠性。因其硬度高,耐磨和削切刀刃锋利这些 特点,广泛适用于制造耐磨部件、金属切割工具。 硬质合金是制造钻头镶齿的理想材料,因为它具有高硬度、抗击强度和导热系数的特性。 石油与天然气工业所用的许多设备要在恶劣环境下作业,不仅需要抵抗含沙粒和其他研磨介质的高速流体的侵 蚀,还要抵挡住腐蚀损害。综合上述两个因素,石油和天然气工业逐步转向使用更多的硬质合金配件。
公司优势
统一“有多少顾客就有多少订单”的认识,公司日常备有70个产品类别,以满足各种高水平的顾客需求。 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
住友硬质材料以自身所具备的优异性能,能够不断提高客户的生产力。作为全面的综合性供应商,我们能把握产品的整个供货周期。对整套流程的管理保证了我们产品的优秀品质,同时灵活地满足各个客户的需求,如牌号组分,几何孔径和尺寸大小等。
东业大拓硬质合金事业部——联系方式 全国服务热线:400-666-4378 销售总机:0769-82990080 18线 传真订单:0769-87288036 投诉中心:0769-87983965
客服代表:钟经理 13609689756 |
现货材料:XF1 AF1 AF0 AFU
A1 KD20 KH12 KH03 KH05 A1 H1 F0 F1 D2 GR30 G1 G2 G5 G6 G7 G8 EH10 ZF16这些材质很大程度
上都能克服变形,冲击,重载,高压,腐蚀和高温等严酷条件。
材质介绍:
超超微粒合金「AF1 XF1」
比以往材质更加微细化,兼具高韧性、高硬度,实现了优异刃立性的世界最高水平的材质。
超微粒合金「A1」
超微粒合金A1是耐磨损性韧性高、通用性优异的畅销材质。
微粒合金「H1」
用于加工非铁金属,是值得信赖的材质。
一般硬质合金「EH10」
在铸铁和难削材的一般加工应用中得到很高评价的材质。是最适用于钻头、绞刀用的合金。
「KH系列」
KH03具有可与A1匹敌的强度(抗折力)和硬度,而且耐崩口性与超微粒材质相比有了大幅的改善。
KH05硬质合金的粘结剂量高于KH03,提高了强度(抗折力)、耐崩口性的材质。

超微粒用超硬质合金:
在IGETALLOY丰富的材质种类中适用于模具材料的「硬质板材」和适用于钻头绞刀材料的「硬质棒材」实现了库
存化。
硬质合金「IGETALLOY」,拥有长期实绩和适用各种用途品种丰富的材质系列,因其优异的性能深受广大用户青
睐。
|
IGETALLOY备有改变了主要成分WC粒度、TiC、TaC等的复式碳化物成分及其添加量以及结合材Co的添加量的多种组织和组成的切削工具用硬质合金,通过对它们的区别使用,在多样的被削材、切削条件之下发挥优异的耐磨损性和韧性的高性能。
|
|
IGETALLOY的特点是将主要成分WC组织控制在0.2~1μm以下的超微粒, 是兼备了高强度和硬度的硬质合金。另外,具有优异的锋利性,加工面的表面成色也很优异。 灵活运用这些特长,在以φ0.1mm以下的印刷电路板用钻头为首的钻头、立铣刀材料和 薄刃切口刀、精密模具等多种用途中发挥优异性能。 |
图片展示:

硬质合金的组成与应用前景:
 |
粉料硬质合金是一系列由粘结剂粘结碳化物颗粒组成的合成材料。碳化物的比例通常占合成物总重量的70%-97%,其晶粒粒度平均在0.2-14 µm之间。 |
硬相碳化钨(WC)与粘结相钴(Co)组成了基本的硬质合金结构,并以此基础开发了其它类别的硬质合金。除
了纯碳化钨-钴组成——还包括了碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)等按不同比例组合而成的硬
质合金。
|
这些碳化物能够互溶,并含有高比例的碳化钨。同样,以钴作粘结相或完全由其它合金元素如镍(Ni)、铬(Cr)、钼(Mo)、铁(Fe)等替代也可产生硬质合金。因此,三类相构成了硬质合金。在冶金词表中,碳化钨相被称为α相,粘结相(如钴、镍等)称为β相,其它单独或合成碳化物相(碳化钛、碳化钽、碳化铌等)为Ч相。除了应用于金属切割,国际上对于硬质合金的应用领域并没有明确地分类。但是,根据硬质合金牌号我们能把它归于以下几类: |
 |
|
制造工艺
粉末冶金材料首先是根据产品要求将各种所需的粉料按一定的比例混合。 |
 |
![]()
日本住友钨钢优势:
航空宇宙-食品加工-机械零部件-金属切削-石油与天然气工业-资源再生-软质材料切削-石材锯切与碎石
在很大范围内,硬质合金兼具良好的硬度和韧性,因此其成为适用性最广的硬质材料,广泛应用于工程和工具
产品。
硬质合金拥有极高的硬度和耐压强度,且具有绝佳的耐磨性和可靠性。因其硬度高,耐磨和削切刀刃锋利这些
特点,广泛适用于制造耐磨部件、金属切割工具。
硬质合金是制造钻头镶齿的理想材料,因为它具有高硬度、抗击强度和导热系数的特性。
石油与天然气工业所用的许多设备要在恶劣环境下作业,不仅需要抵抗含沙粒和其他研磨介质的高速流体的侵
蚀,还要抵挡住腐蚀损害。综合上述两个因素,石油和天然气工业逐步转向使用更多的硬质合金配件。
公司优势
![]()
统一“有多少顾客就有多少订单”的认识,公司日常备有70个产品类别,以满足各种高水平的顾客需求。
为了向顾客提供具有较高安全性与可靠性的产品,公司凭借彻底的一条龙体制实施质量管理,以此确保品质,并不断完善顾客满意的体制。
公司以彻底的一条龙体制为轴心,以“最短2天,快速交货”为目的,迅速应对需求,为顾客提供“时间上的附加值”。
公司凭借独创的开发能力与行业最高水准的技术能力,不断致力于最先进硬质合金材料的开发、研究工作。
技术指导:(车削加工的问题及对策)
问题:后刀面摩损
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量极低
对策:选择耐磨性高的材质·增大前刀角·降低切削速度·增加进给量
问题:月牙洼磨损
原因:刀具材质的耐月牙洼磨损性不足·前刀角过小·切削速度过高·进给量和切深过大
对策:选择耐月牙洼磨损性高的材质·选择平滑性高的涂层·增大前刀角·选择正确的刀片断屑槽·降低切削速度·减小进给量和切深
问题:刀尖损伤
原因:切刃小崩口·刀具材质的韧性不足·切屑粘附导致切刃脱落·切刃强度不足·进给量和切深过大
对策:选择韧性高的材质·选择不易粘着的材质涂层/金属陶瓷材质·增大切刃的倒圆量·减小前刀角·减小进给量和切深
问题:切刃崩损
原因:刀具材质的韧性不足·切刃强度不足·刀杆强度不足·进给量和切深过大
对策:选择韧性高的材质·选用切刃强度高的刀片断屑槽·选择大横切刃角的刀杆·选择刀柄尺寸大的刀杆·减小进给量和切深
问题:积屑瘤的附着
原因:选定的材质不合适·切刃锋利性差·切削速度过低·进给量过低
对策:选择与被削材料亲和性低的材质涂层/金属陶瓷材质·选择平滑性高的涂层·增大前刀角·减小倒圆·提高切削速度·增加进给量
问题:塑性变形
原因:刀具材质的耐热性不足·前刀角过小·切削速度过高·进给量和切深过大·切削油不够
对策:选择耐热性高的材质·增大前刀角·降低切削速度·减小进给量和切深·适合的切削油量
问题:境界损伤
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量过高·切深不变
对策:选择耐磨性高的材质·选择平滑性高的涂层·增大前刀角·降低切削速度·降低进给量·改变使切深变动的边界位置
|
住友硬质材料以自身所具备的优异性能,能够不断提高客户的生产力。作为全面的综合性供应商,我们能把握产品的整个供货周期。对整套流程的管理保证了我们产品的优秀品质,同时灵活地满足各个客户的需求,如牌号组分,几何孔径和尺寸大小等。
东业大拓硬质合金事业部——联系方式 全国服务热线:400-666-4378 销售总机:0769-82990080 18线 传真订单:0769-87288036 投诉中心:0769-87983965
客服代表:钟经理 13609689756 |
【东业大拓代理日本住友KH03钨钢/KH03钨钢板,KH03钨钢棒/KH03钨钢棒精磨加工,KH03钨钢异性规格定做/KH03钨钢管定做,耐磨材料钨钢/KH03刀具钨钢,价格实惠,欢迎新老顾客前来订购】
现货材料:XF1 AF1 AF0 AFU
A1 KD20 KH12 KH03 KH05 A1 H1 F0 F1 D2 GR30 G1 G2 G5 G6 G7 G8 EH10 ZF16这些材质很大程度
上都能克服变形,冲击,重载,高压,腐蚀和高温等严酷条件。
材质介绍:
超超微粒合金「AF1 XF1」
比以往材质更加微细化,兼具高韧性、高硬度,实现了优异刃立性的世界最高水平的材质。
超微粒合金「A1」
超微粒合金A1是耐磨损性韧性高、通用性优异的畅销材质。
微粒合金「H1」
用于加工非铁金属,是值得信赖的材质。
一般硬质合金「EH10」
在铸铁和难削材的一般加工应用中得到很高评价的材质。是最适用于钻头、绞刀用的合金。
「KH系列」
KH03具有可与A1匹敌的强度(抗折力)和硬度,而且耐崩口性与超微粒材质相比有了大幅的改善。
KH05硬质合金的粘结剂量高于KH03,提高了强度(抗折力)、耐崩口性的材质。
超微粒用超硬质合金:
在IGETALLOY丰富的材质种类中适用于模具材料的「硬质板材」和适用于钻头绞刀材料的「硬质棒材」实现了库
存化。
硬质合金「IGETALLOY」,拥有长期实绩和适用各种用途品种丰富的材质系列,因其优异的性能深受广大用户青
睐。
|
IGETALLOY备有改变了主要成分WC粒度、TiC、TaC等的复式碳化物成分及其添加量以及结合材Co的添加量的多种组织和组成的切削工具用硬质合金,通过对它们的区别使用,在多样的被削材、切削条件之下发挥优异的耐磨损性和韧性的高性能。
|
|
IGETALLOY的特点是将主要成分WC组织控制在0.2~1μm以下的超微粒, 是兼备了高强度和硬度的硬质合金。另外,具有优异的锋利性,加工面的表面成色也很优异。 灵活运用这些特长,在以φ0.1mm以下的印刷电路板用钻头为首的钻头、立铣刀材料和 薄刃切口刀、精密模具等多种用途中发挥优异性能。 |
图片展示:
硬质合金的组成与应用前景:
|
|
粉料硬质合金是一系列由粘结剂粘结碳化物颗粒组成的合成材料。碳化物的比例通常占合成物总重量的70%-97%,其晶粒粒度平均在0.2-14 µm之间。 |
硬相碳化钨(WC)与粘结相钴(Co)组成了基本的硬质合金结构,并以此基础开发了其它类别的硬质合金。除
了纯碳化钨-钴组成——还包括了碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)等按不同比例组合而成的硬
质合金。
|
这些碳化物能够互溶,并含有高比例的碳化钨。同样,以钴作粘结相或完全由其它合金元素如镍(Ni)、铬(Cr)、钼(Mo)、铁(Fe)等替代也可产生硬质合金。因此,三类相构成了硬质合金。在冶金词表中,碳化钨相被称为α相,粘结相(如钴、镍等)称为β相,其它单独或合成碳化物相(碳化钛、碳化钽、碳化铌等)为Ч相。除了应用于金属切割,国际上对于硬质合金的应用领域并没有明确地分类。但是,根据硬质合金牌号我们能把它归于以下几类: |
|
|
制造工艺
粉末冶金材料首先是根据产品要求将各种所需的粉料按一定的比例混合。 |
|
![]()
日本住友钨钢优势:
航空宇宙-食品加工-机械零部件-金属切削-石油与天然气工业-资源再生-软质材料切削-石材锯切与碎石
在很大范围内,硬质合金兼具良好的硬度和韧性,因此其成为适用性最广的硬质材料,广泛应用于工程和工具
产品。
硬质合金拥有极高的硬度和耐压强度,且具有绝佳的耐磨性和可靠性。因其硬度高,耐磨和削切刀刃锋利这些
特点,广泛适用于制造耐磨部件、金属切割工具。
硬质合金是制造钻头镶齿的理想材料,因为它具有高硬度、抗击强度和导热系数的特性。
石油与天然气工业所用的许多设备要在恶劣环境下作业,不仅需要抵抗含沙粒和其他研磨介质的高速流体的侵
蚀,还要抵挡住腐蚀损害。综合上述两个因素,石油和天然气工业逐步转向使用更多的硬质合金配件。
公司优势
![]()
统一“有多少顾客就有多少订单”的认识,公司日常备有70个产品类别,以满足各种高水平的顾客需求。
为了向顾客提供具有较高安全性与可靠性的产品,公司凭借彻底的一条龙体制实施质量管理,以此确保品质,并不断完善顾客满意的体制。
公司以彻底的一条龙体制为轴心,以“最短2天,快速交货”为目的,迅速应对需求,为顾客提供“时间上的附加值”。
公司凭借独创的开发能力与行业最高水准的技术能力,不断致力于最先进硬质合金材料的开发、研究工作。
技术指导:(车削加工的问题及对策)
问题:后刀面摩损
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量极低
对策:选择耐磨性高的材质·增大前刀角·降低切削速度·增加进给量
问题:月牙洼磨损
原因:刀具材质的耐月牙洼磨损性不足·前刀角过小·切削速度过高·进给量和切深过大
对策:选择耐月牙洼磨损性高的材质·选择平滑性高的涂层·增大前刀角·选择正确的刀片断屑槽·降低切削速度·减小进给量和切深
问题:刀尖损伤
原因:切刃小崩口·刀具材质的韧性不足·切屑粘附导致切刃脱落·切刃强度不足·进给量和切深过大
对策:选择韧性高的材质·选择不易粘着的材质涂层/金属陶瓷材质·增大切刃的倒圆量·减小前刀角·减小进给量和切深
问题:切刃崩损
原因:刀具材质的韧性不足·切刃强度不足·刀杆强度不足·进给量和切深过大
对策:选择韧性高的材质·选用切刃强度高的刀片断屑槽·选择大横切刃角的刀杆·选择刀柄尺寸大的刀杆·减小进给量和切深
问题:积屑瘤的附着
原因:选定的材质不合适·切刃锋利性差·切削速度过低·进给量过低
对策:选择与被削材料亲和性低的材质涂层/金属陶瓷材质·选择平滑性高的涂层·增大前刀角·减小倒圆·提高切削速度·增加进给量
问题:塑性变形
原因:刀具材质的耐热性不足·前刀角过小·切削速度过高·进给量和切深过大·切削油不够
对策:选择耐热性高的材质·增大前刀角·降低切削速度·减小进给量和切深·适合的切削油量
问题:境界损伤
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量过高·切深不变
对策:选择耐磨性高的材质·选择平滑性高的涂层·增大前刀角·降低切削速度·降低进给量·改变使切深变动的边界位置
|
住友硬质材料以自身所具备的优异性能,能够不断提高客户的生产力。作为全面的综合性供应商,我们能把握产品的整个供货周期。对整套流程的管理保证了我们产品的优秀品质,同时灵活地满足各个客户的需求,如牌号组分,几何孔径和尺寸大小等。
东业大拓硬质合金事业部——联系方式 全国服务热线:400-666-4378 销售总机:0769-82990080 18线 传真订单:0769-87288036 投诉中心:0769-87983965
客服代表:钟经理 13609689756 |

KH05钨钢-KH05代理-KH05钨钢合金-KH05板材-KH05棒材-上海KH05钨钢-KH05刀具钨钢-KH05钨钢性能
现货批发型号:
XF1 AF1 AF0 AFU
A1 KD20 KH12 KH03 KH05 A1 H1 F0 F1 D2 GR30 G1 G2 G5 G6 G7 G8 EH10 ZF16这些材质很
材质介绍:
超超微粒合金「AF1 XF1」
比以往材质更加微细化,兼具高韧性、高硬度,实现了优异刃立性的世界最高水平的材质。
超微粒合金「A1」
超微粒合金A1是耐磨损性韧性高、通用性优异的畅销材质。
微粒合金「H1」
用于加工非铁金属,是值得信赖的材质。
一般硬质合金「EH10」
在铸铁和难削材的一般加工应用中得到很高评价的材质。是最适用于钻头、绞刀用的合金。
「KH系列」
KH03具有可与A1匹敌的强度(抗折力)和硬度,而且耐崩口性与超微粒材质相比有了大幅的改善。
KH05硬质合金的粘结剂量高于KH03,提高了强度(抗折力)、耐崩口性的材质。
超微粒用超硬质合金:
在IGETALLOY丰富的材质种类中适用于模具材料的「硬质板材」和适用于钻头绞刀材料的「硬质棒材」实现了库
存化。
硬质合金「IGETALLOY」,拥有长期实绩和适用各种用途品种丰富的材质系列,因其优异的性能深受广大用户青
睐。
|
IGETALLOY备有改变了主要成分WC粒度、TiC、TaC等的复式碳化物成分及其添加量以及结合材Co的添加量的多种组织和组成的切削工具用硬质合金,通过对它们的区别使用,在多样的被削材、切削条件之下发挥优异的耐磨损性和韧性的高性能。
|
|
IGETALLOY的特点是将主要成分WC组织控制在0.2~1μm以下的超微粒, 是兼备了高强度和硬度的硬质合金。另外,具有优异的锋利性,加工面的表面成色也很优异。 灵活运用这些特长,在以φ0.1mm以下的印刷电路板用钻头为首的钻头、立铣刀材料和 薄刃切口刀、精密模具等多种用途中发挥优异性能。 |
图片展示:
硬质合金的组成与应用前景:
|
|
粉料硬质合金是一系列由粘结剂粘结碳化物颗粒组成的合成材料。碳化物的比例通常占合成物总重量的70%-97%,其晶粒粒度平均在0.2-14 µm之间。 |
硬相碳化钨(WC)与粘结相钴(Co)组成了基本的硬质合金结构,并以此基础开发了其它类别的硬质合金。除
了纯碳化钨-钴组成——还包括了碳化钛(TiC)、碳化钽(TaC)、碳化铌(NbC)等按不同比例组合而成的硬
质合金。
|
这些碳化物能够互溶,并含有高比例的碳化钨。同样,以钴作粘结相或完全由其它合金元素如镍(Ni)、铬(Cr)、钼(Mo)、铁(Fe)等替代也可产生硬质合金。因此,三类相构成了硬质合金。在冶金词表中,碳化钨相被称为α相,粘结相(如钴、镍等)称为β相,其它单独或合成碳化物相(碳化钛、碳化钽、碳化铌等)为Ч相。除了应用于金属切割,国际上对于硬质合金的应用领域并没有明确地分类。但是,根据硬质合金牌号我们能把它归于以下几类: |
|
|
制造工艺
粉末冶金材料首先是根据产品要求将各种所需的粉料按一定的比例混合。 |
|
![]()
日本住友钨钢优势:
航空宇宙-食品加工-机械零部件-金属切削-石油与天然气工业-资源再生-软质材料切削-石材锯切与碎石
在很大范围内,硬质合金兼具良好的硬度和韧性,因此其成为适用性最广的硬质材料,广泛应用于工程和工具
产品。
硬质合金拥有极高的硬度和耐压强度,且具有绝佳的耐磨性和可靠性。因其硬度高,耐磨和削切刀刃锋利这些
特点,广泛适用于制造耐磨部件、金属切割工具。
硬质合金是制造钻头镶齿的理想材料,因为它具有高硬度、抗击强度和导热系数的特性。
石油与天然气工业所用的许多设备要在恶劣环境下作业,不仅需要抵抗含沙粒和其他研磨介质的高速流体的侵
蚀,还要抵挡住腐蚀损害。综合上述两个因素,石油和天然气工业逐步转向使用更多的硬质合金配件。
公司优势
![]()
统一“有多少顾客就有多少订单”的认识,公司日常备有70个产品类别,以满足各种高水平的顾客需求。
为了向顾客提供具有较高安全性与可靠性的产品,公司凭借彻底的一条龙体制实施质量管理,以此确保品质,并不断完善顾客满意的体制。
公司以彻底的一条龙体制为轴心,以“最短2天,快速交货”为目的,迅速应对需求,为顾客提供“时间上的附加值”。
公司凭借独创的开发能力与行业最高水准的技术能力,不断致力于最先进硬质合金材料的开发、研究工作。
技术指导:(车削加工的问题及对策)
问题:后刀面摩损
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量极低
对策:选择耐磨性高的材质·增大前刀角·降低切削速度·增加进给量
问题:月牙洼磨损
原因:刀具材质的耐月牙洼磨损性不足·前刀角过小·切削速度过高·进给量和切深过大
对策:选择耐月牙洼磨损性高的材质·选择平滑性高的涂层·增大前刀角·选择正确的刀片断屑槽·降低切削速度·减小进给量和切深
问题:刀尖损伤
原因:切刃小崩口·刀具材质的韧性不足·切屑粘附导致切刃脱落·切刃强度不足·进给量和切深过大
对策:选择韧性高的材质·选择不易粘着的材质涂层/金属陶瓷材质·增大切刃的倒圆量·减小前刀角·减小进给量和切深
问题:切刃崩损
原因:刀具材质的韧性不足·切刃强度不足·刀杆强度不足·进给量和切深过大
对策:选择韧性高的材质·选用切刃强度高的刀片断屑槽·选择大横切刃角的刀杆·选择刀柄尺寸大的刀杆·减小进给量和切深
问题:积屑瘤的附着
原因:选定的材质不合适·切刃锋利性差·切削速度过低·进给量过低
对策:选择与被削材料亲和性低的材质涂层/金属陶瓷材质·选择平滑性高的涂层·增大前刀角·减小倒圆·提高切削速度·增加进给量
问题:塑性变形
原因:刀具材质的耐热性不足·前刀角过小·切削速度过高·进给量和切深过大·切削油不够
对策:选择耐热性高的材质·增大前刀角·降低切削速度·减小进给量和切深·适合的切削油量
问题:境界损伤
原因:刀具材质的耐磨性不足·前刀角过小·切削速度过高·进给量过高·切深不变
对策:选择耐磨性高的材质·选择平滑性高的涂层·增大前刀角·降低切削速度·降低进给量·改变使切深变动的边界位置
|
住友硬质材料以自身所具备的优异性能,能够不断提高客户的生产力。作为全面的综合性供应商,我们能把握产品的整个供货周期。对整套流程的管理保证了我们产品的优秀品质,同时灵活地满足各个客户的需求,如牌号组分,几何孔径和尺寸大小等。
东业大拓硬质合金事业部——联系方式 全国服务热线:400-666-4378 销售总机:0769-82990080 18线 传真订单:0769-87288036 投诉中心:0769-87983965
客服代表:钟经理 13609689756 |
精密级进模、五金重压模、粉末成型模、标准件冷镦模、管材拉伸模不同需求,特从日本引进优质钨钢GTi25刀具钨钢,切割高碳材料用啥钨钢刀具?钨钢圆棒Sumitomo钨钢EH10<零部件钨钢EH10>耐磨钨钢EH10
东业大拓直销日本进口钨钢材料包括品牌有:
日本住友钨钢
日本黛洛伊钨钢
日本东邦钨钢
日本日立钨钢
日本共立Everloy
桑阿洛伊Sanalloy
日本富士钨钢FUJILLOY
日本三菱Mitsubishi钨钢
【进口日本钨钢冲压板材】【京都进口日本钨钢冲压厚板】【进口日本钨钢冲压超薄板材】【进口日本钨钢圆棒】【进口日本钨钢精磨棒】
【进口日本钨钢毛胚棒】【进口日本钨钢单直孔圆棒】【京都进口日本钨钢穿线孔】【进口日本钨钢冲针】【进口日本钨钢雕刻刀圆棒】
【模具配件用进口日本钨钢】【进口日本钨钢长条】【进口日本钨钢方条】【进口日本钨钢刀具圆棒】【玉器雕刻钨钢进口日本钨钢】
【京都进口日本钨钢木工雕刻钨钢精磨棒】【进口日本钨钢冲头】【进口日本钨钢配件】【京都进口日本钨钢铣刀用】【进口日本钨钢细颗粒钨钢】
【进口日本钨钢无磁钨钢】【京都进口日本钨钢带磁】【京都进口日本钨钢打磨头】【进口日本钨钢顶嘴用】【进口日本钨钢刀粒】
住友硬质材料以自身所具备的优异性能,能够不断提高客户的生产力。作为全面的综合性供应商,我们能把握产品的整个供货周期。对整套流程的管理保证了我们产品的优秀品质,同时灵活地满足各个客户的需求,如牌号组分,几何孔径和尺寸大小等。
东业大拓硬质合金事业部——联系方式
全国服务热线:400-666-4378
销售总机:0769-82990080 18线
传真订单:0769-87288036
投诉中心:0769-87983965
客服代表:钟经理 13609689756
精密级进模、五金重压模、粉末成型模、标准件冷镦模、管材拉伸模不同需求,特从日本引进优质钨钢GTi25刀具钨钢,切割高碳材料用啥钨钢刀具?钨钢圆棒Sumitomo钨钢EH10<零部件钨钢EH10>耐磨钨钢EH10
东业大拓直销日本进口钨钢材料包括品牌有:
日本住友钨钢
日本黛洛伊钨钢
日本东邦钨钢
日本日立钨钢
日本共立Everloy
桑阿洛伊Sanalloy
日本富士钨钢FUJILLOY
日本三菱Mitsubishi钨钢
【进口日本钨钢冲压板材】【京都进口日本钨钢冲压厚板】【进口日本钨钢冲压超薄板材】【进口日本钨钢圆棒】【进口日本钨钢精磨棒】
【进口日本钨钢毛胚棒】【进口日本钨钢单直孔圆棒】【京都进口日本钨钢穿线孔】【进口日本钨钢冲针】【进口日本钨钢雕刻刀圆棒】
【模具配件用进口日本钨钢】【进口日本钨钢长条】【进口日本钨钢方条】【进口日本钨钢刀具圆棒】【玉器雕刻钨钢进口日本钨钢】
【京都进口日本钨钢木工雕刻钨钢精磨棒】【进口日本钨钢冲头】【进口日本钨钢配件】【京都进口日本钨钢铣刀用】【进口日本钨钢细颗粒钨钢】
【进口日本钨钢无磁钨钢】【京都进口日本钨钢带磁】【京都进口日本钨钢打磨头】【进口日本钨钢顶嘴用】【进口日本钨钢刀粒】
住友硬质材料以自身所具备的优异性能,能够不断提高客户的生产力。作为全面的综合性供应商,我们能把握产品的整个供货周期。对整套流程的管理保证了我们产品的优秀品质,同时灵活地满足各个客户的需求,如牌号组分,几何孔径和尺寸大小等。
东业大拓硬质合金事业部——联系方式
全国服务热线:400-666-4378
销售总机:0769-82990080 18线
传真订单:0769-87288036
投诉中心:0769-87983965
客服代表:钟经理 13609689756
| 日本富士钨钢颗粒度对比: |
|
F10钨钢 F10钨钢板 F10钨钢棒 F10钨钢长条 F10钨钢价格 F10钨钢质保书 F10富士钨钢 F10钨钢 钨钢(硬质合金):具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。东业大拓硬质合金广泛用作材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。现在新型硬质合金的切削速度等于碳素钢的数百倍。 钨钢( 硬质合金):还可用来制作凿岩工具、采掘工具、钻探工具、测量量具、耐磨零件、金属磨具、汽缸衬里、精密轴承、喷嘴等。 钨钢(硬质合金)的特征:硬度、强度、弹性系数高,拥有极好的耐磨损性和耐腐蚀性。硬质合金在烧结过程中,因是粉末烧结,所以同普通模具钢相比,性能无方向性,在加工过程中可根据规格需要进行不同形状的分割。利用以上的优点,用于需要高耐磨性的模具及机械部件的广泛领域。
另外,硬质合金根据使用用途不同,根据CIS(超硬工具协会)标准分为P、M、K、V、Z等类别
钨钢(硬质合金)的性能:硬度高(86~93HRA,相当于69~81HRC); 热硬性好(可达900~1000℃,保持60HRC); 耐磨性好。 硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。制造模具、量具,寿命比合金工具钢高 20~150倍。可切削50HRC左右的硬质材料。(东业大拓注)但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用 。
|
| 日本富士硬质合金刀具加工的基本知识: |
|
制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。
通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。但材料硬度越高,其抗弯强度和冲击韧性就越低。高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,东业大拓金属现在仍是应用最广的刀具材料,其次是硬质合金。 聚晶立方氮化硼适用于切削高硬度淬硬钢和硬铸铁等;聚晶金刚石适用于切削不含铁的金属,及合金、塑料和玻璃钢等;碳素工具钢和合金工具钢现在只用作锉刀、板牙和丝锥等工具。 硬质合金可转位刀片现在都已用化学气相沉积法涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上。 由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。为了适应这种情况,刀具的发展方向将是发展和应用新的刀具材料;进一步发展刀具的气相沉积涂层技术,在高韧性高强度的基体上沉积更高硬度的涂层,更好地解决刀具材料硬度与强度间的矛盾;进一步发展可转位刀具的结构;提高刀具的制造精度,减小产品质量的差别,并使刀具的使用实现最佳化。 |
| 日本富士钨钢样品展示: |

 
 
|
| 我司的水平: |
|
作为硬质合金耐磨工具的第一流经销商商——富士模具,所批发的产品是由富士模具每位员工的创造性精神和行业中最高水准机械技术融合而成的“结晶” |
| 咨询: |
|
关于本公司的产品、价格、咨询等请按照如下联系方式与本公司联系。 传真:0769-87288036 QQ:2421050595 电子邮箱:dongyedatuo@163.com |
| 感谢您的支持,我们想竭诚为你服务: |
|
东业大拓本着用户至上的原则,以"发展一流技术、生产一流产品、保证一流质量、提供一流服务"为宗旨,以"团结、实干、创新、争效"为指导方针。以最新的技术,最好的质量,最优惠的价格及最佳的售后服务奉献给广大经销商和使用者。专业合格的品质,真诚优质的合作是我们的目标。我们愿与各公司联合发展,互惠互利!
为了能够让新老客户更简单,更直接的了解到本公司的材料,我司启动公司网站http://dongyedatuo.cn.alibaba.com/,并可在线咨询或留言,想最快了解更多请拨打我们的销售热线0769-82990080! 品种齐全、特殊规格可以定做,价格合理,质量优。 本公司承诺:相同的产品,价格更廉, 相同的价格,质量更优, 相同的质量,服务更好. 质量保证.送货及时 |
|
| 该公司其他信息 |
| 最新供求信息 | 企业产品推荐 | |
|
|
|


